
- دانیال موج
- محصولات
- لیزر
- Industrial Lasers
- Laser Cladding Machine
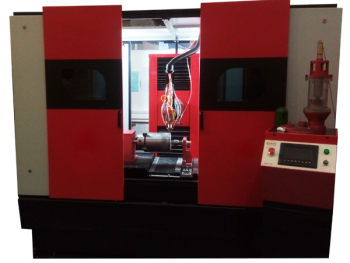
The surface of metals is always damaged by many factors, The laser cladding process allows for property improvements for the surface of a part, including better wear resistance, as well as allowing for the repair of damaged or worn surfaces.
Laser cladding is a technique for adding one material to the surface of another by coating and welding which involves the feeding of the metallic powder into a melt pool that is generated by a precisely focused laser beam.The highly accurate nature of the laser beam allows fully dense cladding with a perfect metallurgical bond.
The precise nature of the process allows the quality of the coating to be accurately controlled.
The result is a metallurgically bonded layer which is tougher than can be achieved with thermal spray and less dangerous to health than the process of hard chromium plating.
Creating this mechanical bond between the base material and the layer is one of the most precise welding processes available.Advantages
- Controlling the heat input into the base material, which can be minimized whilst maintaining a high strength metallurgical bond
- The very fast cooling rate with minimal effect on the mechanical properties of the base material
- The operation is non-contact, so there is the ability to cover inaccessible areas
- Low exposure time and depth of the laser
- Short laser cladding process period, high-energy efficiency
- High surface quality and low warpage, with almost no post-processing necessary
Applications- To protect, restore surfaces of metal components
- Increase the wear resistance, corrosion resistance or impact performance of metallic components
Industrial Uses
- Energy and power plant industries
- Rotating metal industry
- Oil and gas and petrochemical industries
- Turbine manufacturing industries
- Transportation systems
Support Features
- One-year warranty and full after-sales
- Product delivery with installation
- Complete training with safety tips by expert trainers
- Maintenance of all products in case of technical issues
- Product guide with detail explanation
Technical Specification
Laser type
Solid state Yb: YAG thin-Disk laser, fiber coupled
Wave length
1030 nm
Power
1800 w
Laser mode
CW
Fiber core
600 micrometers
Number of Axis
5 axes (include: X, Y, Z, A, B, C)
Axis pulse
Rotary Table
Stroke
X: 1300 mm, Y: 400 mm, Z: 600 mm, A: ±179°, B: ±60°
Positioning accuracy
± 0.05
Repeatability
± 0. 1
Max sync Speed
10 m/min
Workstation bearing capacity
UP to 400 Kg for 2 axes
Cooling
water
Powder Feeder System
Powder feeder rate
0.5-25 gr/min
Powder size
10-200 micron
Powder tank size
1.5 lit
Cladding head
3 channels
Technical Data Sheet Technical Data SheetPopular03/08/1400 20:21:15269.06 KB



